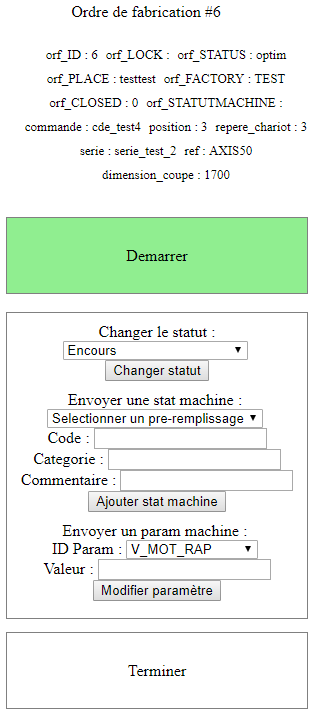
Lorsqu’une commande arrive sur un poste, dans un flux dyscontinu, l’opérateur va déclencher l’ordre de fabrication.
Le but de se module, est de pouvoir déclencher sur un poste, un ou plusieurs ordres de fabrications, à la demande de l’opérateur, et de mettre à disposition soit de l’opérateur, soit de la machine, les informations nécessaires pour produire.
Comment ça marche ?
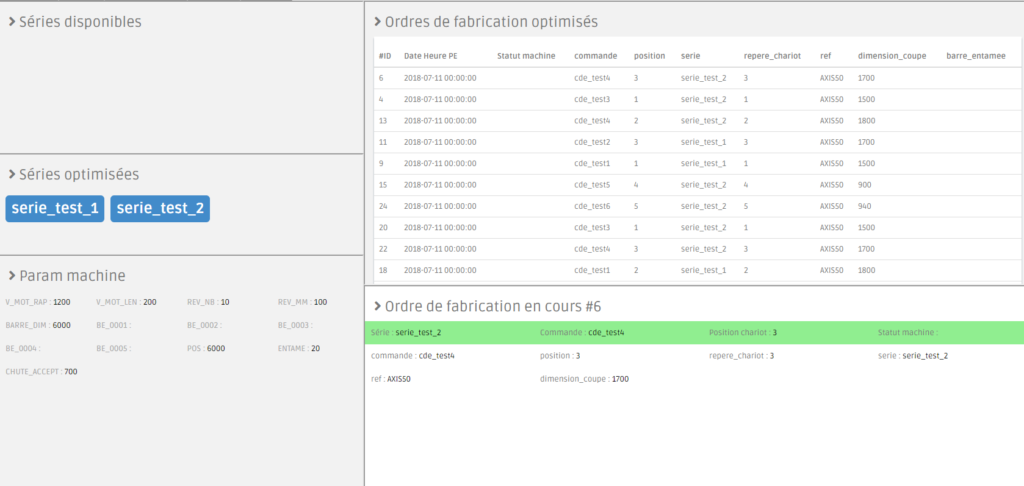
Je suis au poste de travail, et j’ai 2 chariots contenant 10 commandes à produire. Je scanne les 2 chariots, le système récupère alors les ordres de fabrication pour les 20 commandes, les met dans un ordre logique (optimisation possible à ce moment), et les affiche sur l’écran.
Je n’ai plus qu’à effectuer les opérations les unes après les autres jusqu’à ce que la liste soit vide. J’ai alors fini mes 2 chariots.
Quel est l’objectif de ce module ?
Plusieurs objectifs sont poursuivis.
Le premier, est l’optimisation. En effet, selon qu’on ait au temps t un volume plus ou moins important de commande à fabriquer, permet d’optimiser le travail : gain de temps, gain de matières premières. Chaque poste de travail peut obéir à une règle d’optimisation qui lui est propre. L’avantage de LISFORCE est d’avoir un serveur central avec une puissance de calcul adaptée pour sortir la bonne optimisation, pratiquement instantanément.
Le deuxième objectif est de pouvoir communiquer avec les machines. En effet, on peut transporter beaucoup plus d’informations à la machine, sans intervention humaine, et sans papier. La machine va aller chercher si un ordre de fabrication est à exécuter, et si elle en trouve un, elle récupère toutes les informations nécessaires pour se paramétrer et exécuter l’ordre de fabrication.
Le troisième objectif est de pouvoir récupérer des statistiques de la machine. En effet, l’automate de la machine peut être programmé pour envoyer des signaux : panne, blocage, opération effectuée… . Ainsi il devient possible de brancher des alertes pour maintenance curative, et de faire de la maintenance prédictive.

Le quatrième objectif est de faire de l’auto-apprentissage sur les temps de fabrication. En effet, la maîtrise des coûts des production est primordiale. Afin d’aider le contrôle de gestion industriel à obtenir des éléments au plus proche de la réalité, le système récupère des informations essentielles, sans intervention humaine, qui permettent d’apprendre à reconstruire les temps de fabrication sur chaque commande/produit.