Un objectif majeur d’un MES est de pouvoir donner en temps réel l’avancement du flux de production. L’intérêt de connaître cette information, est de pouvoir ajuster les moyens pour obtenir un flux le plus constant possible, car c’est ainsi qu’on peut obtenir la meilleure performance d’un outil de production.
Le suivi en temps réel, quelle information précisément ?
Il s’agit principalement des goulets d’étranglement, et des retards. Détecter ces perturbations en temps réel permet effectivement aux équipes et aux animateurs de production de réagir et trouver des solutions rapidement. Le responsable de production peut ainsi mobiliser les services supports (maintenance, qualité, méthodes industrielles, prestataires externes) pour régler de manière pérenne les dysfonctionnements relevés.
Une fois le flux de production constant, et que les perturbations sont gérées par les équipes, quelle est l’étape suivante ?
Le responsable de production et son encadrement peut alors travailler sur la longueur du flux et sur les cadences. Ces 2 axes permettent d’augmenter les capacités de production. Le suivi de production permet de connaître les cadences réelles par ilôt, ainsi que le lead time. En partant sur ces 2 données et en les analysant, on peut identifier nettement les postes/ilôts à modifier, ainsi qu’estimer l’impact que cela donne sur le flux.
Concrètement, comment LISFORCE permet le suivi de production en temps réel ?
En simplifiant l’approche au maximum, et en la rendant plug & play, l’outil va capter les positions des chariots. Pour cela plusieurs méthodes sont possible, voici les méthodes avec lesquelles LISFORCE est compatible en standard :
- Flashage code-barre au poste
- Récupération position par puce RFID
- Capteur de position
Les positions ainsi déclarées dans LISFORCE sont alors disponible informatiquement, et l’outil va les restituer de différentes manières.
La manière passive
On va afficher les positions de chariots sont 2 formats facilement interprétables : Sur un plan 2D dynamique, et sur un tableau croisé.
Le plan 2D permet de visualiser les chariots dans le flux, dans leur position actuelle. Il est également possible de paramétrer une règle d’affichage qui rend le chariot orange puis rouge si il est statique durant 30 minutes, 60 minutes… . Sur la photo ci-dessous, vous distinguez les postes de travail en gris, les postes de travail activés en vert, et les chariots immobiles en rouge. On voit donc qu’en A2, B2 et F4 on a des chariots immobilisés.

Rappel : le suivi de production sur le plan 2D est en temps réel.
Le tableau croisé permet de visualiser en un coup d’oeil sur quels ilôts le chariot est déjà passé, et sur quel ilôt le chariot est situé. On a également à disposition l’information de la date de mise à disposition des expéditions : la date prêt expédition.
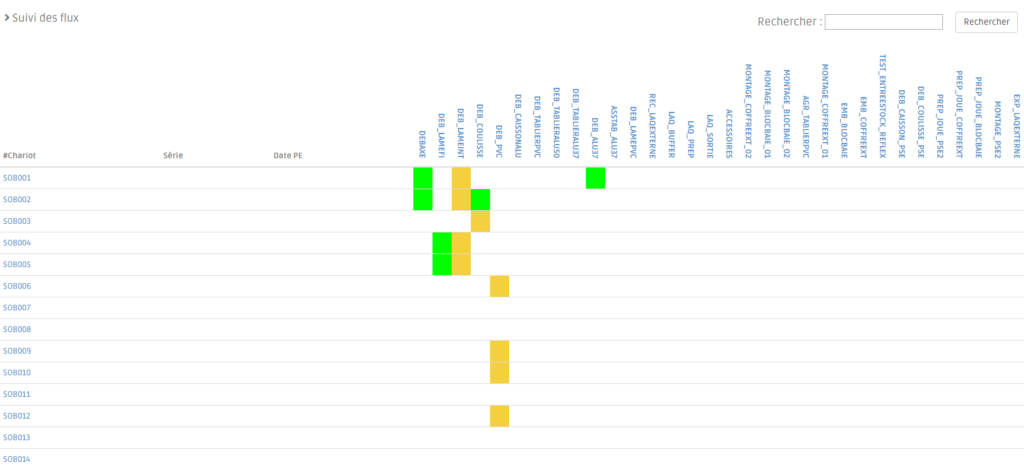
Rappel : le suivi de production sur le tableau croisé est en temps réel.
La manière active
Lorsqu’une perturbation plus grave arrive, on souhaite alors pousser de l’information au responsable d’atelier, de production, éventuellement à la maintenance, etc.
Dans LISFORCE, il est possible de paramétrer des événements et des déclencheurs sur tout élément, en quelques minutes, permettant ainsi d’avoir un suivi actif de la production.
Les éléments sur lesquels LISFORCE permet de déclencher une action de manière native sont :
- Problème de qualité en production
- Panne machine
- Retard de fabrication sur un ordre de fabrication
- Risque de goulet d’étranglement
- Immobilisme d’un chariot dans le flux
Concrètement, sur un événement détecté LISFORCE va activer plusieurs signaux :
- SMS : à 1 ou plusieurs personnes
- Email : à 1 ou plusieurs personnes
- Activer un gyrophare dans l’usine
- Afficher une alerte sur un poste de travail